Extrusie
Extrusie is een productietechniek waarbij een verwarmd aluminium blok (billet) door een matrijs wordt geperst om een profiel met een specifieke vorm te creëren. Deze methode is ideaal voor het vervaardigen van lichte, sterke en duurzame aluminium profielen die in tal van sectoren worden toegepast, zoals bouw, industrie en design.
Ontwikkeling matrijs
Bij het extruderen van een aluminium profiel is een matrijs onmisbaar. Deze matrijs wordt ontworpen op basis van een technische tekening van het gewenste profiel, die we samen met u optimaliseren voor de beste resultaten.
Onze matrijsafdeling, bestaande uit ervaren vakmensen met tientallen jaren expertise, werkt de matrijs tot in het kleinste detail uit. Na dit precisiewerk wordt de matrijs geproduceerd en volgen de eerste proefpersingen.
Na grondige controles van de matrijzen en de goedkeuring van de proeven, kan de productie van het gewenste profiel van start gaan.
De stalen matrijs – ook wel mal of gietvorm genoemd – is bestand tegen de hoge temperaturen die tijdens het extrusieproces optreden


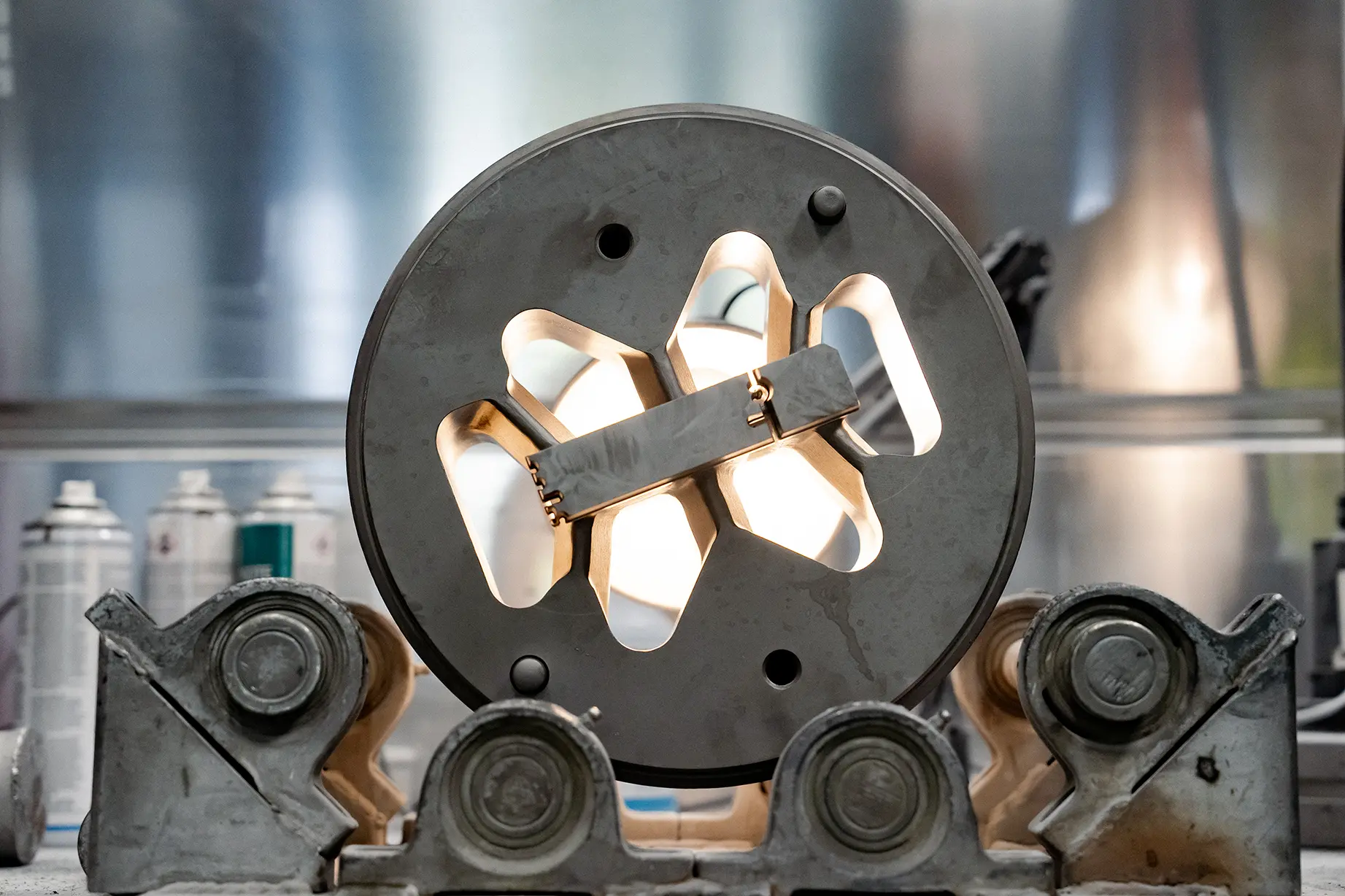
Soorten matrijzen
Er bestaan 2 hoofdtypes matrijzen:
- Vlakke, schijfvormige matrijzen: voor volle solide profielen
- Tweedelige matrijzen: voor holle profielen
Bij holle profielen wordt de as (het deel dat de uitholling vormt) ondersteund op een brug, waar het aluminium tijdens extrusie omheen stroomt. Het buitenste deel van de matrijs bepaalt de buitenkant van het profiel.
- Grote en middelgrote profielen → matrijs met één opening (1-gats matrijs)
- Kleinere profielen → matrijs met meerdere openingen (meergats matrijs)
De levensduur van een matrijs hangt af van de complexiteit van de vorm en de gewenste oppervlakkwaliteit van het profiel.
Onderhoud:
Na elke extrusie wordt de matrijs:
- Uitgekookt om aluminiumresten te verwijderen
- Gecorrigeerd om toleranties te behouden
- Oppervlakte gehard of genitreerd voor extra duurzaamheid
Waarom kiezen voor aluminium extrusie?
1
Lichtgewicht en sterk
2
Corrosiebestendig
3
Duurzaam en recycleerbaar
4
Flexibel ontwerp voor maatwerkprofielen

Het extrusieproces
- Opwarming van het aluminium billet tot ca. 450°C
- Persing van het billet door de matrijs
- Koeling van het profiel (lucht of water) van ca. 530°C naar <250°C
- Rekken op de rekbank om het profiel recht te maken
- Zagen van profielen op lengte
- Veroudering in laadschaal na controle
- Warmtebehandeling in oven voor uitharding
- Hardheidsmeting (Wb) en treksterktecontrole (Rm/Rp)
- Eindcontrole van de profielen