Extrusion
Extrusion is a production technique in which a heated aluminium block (billet) is pressed through a die to create a profile with a specific shape. This method is ideal for manufacturing lightweight, strong, and durable aluminium profiles that are used across a wide range of sectors, including construction, industry, and design.
Development die
Extrusion is a transformation technique in which a deformable material (the billet) is heated and pressed through a die. This die is based on a technical drawing of the desired profile, which we optimize together with you.
Our die department, existing of several engineers with many years of experience, then refines the die down to the smallest detail. After this precision work, the die is manufactured and the first trial extrusions can take place.
Once the samples have been thoroughly inspected and the trials approved, production of the desired profile can begin.
The steel die - also called a mold - is designed to withstand the high temperatures that occur during the extrusion process.


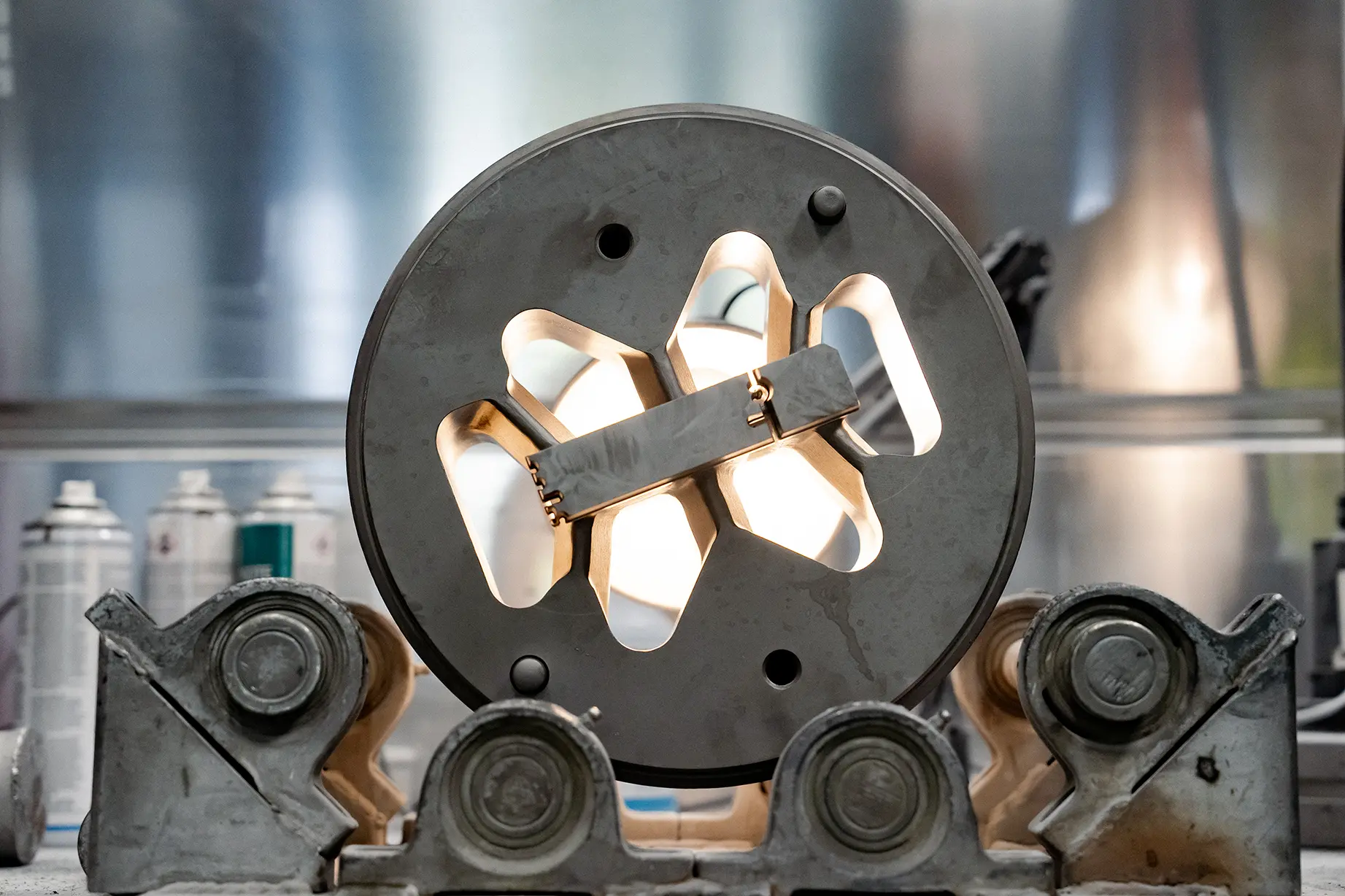
Types of Dies
There are two main types of dies:
- Flat, disc‑shaped dies: for solid profiles
- Two‑piece dies: for hollow profiles
In the case of hollow profiles, the mandrel (the part that forms the cavity) is supported by a bridge, allowing the aluminium to flow around it during extrusion. The outer part of the die determines the outer shape of the profile.
- Large and medium‑sized profiles → die with a single opening (single‑hole die)
- •Smaller profiles → die with multiple openings (multi‑hole die)
The lifespan of a die depends on the complexity of the shape and the required surface quality of the profile.
Maintenance:
After each extrusion, the mould is:
- Boiled to remove aluminium residues
- Adjusted to maintain tolerances
- Surface‑hardened or nitrided for extra durability
Why choose aluminium extrusion?
1
Lightweight and strong
2
Corrosion‑resistant
3
Sustainable and recyclable
4
Flexible design for custom profiles

The extrusion process
- Heating of the aluminium billet to approx. 450°C
- Pressing the billet through the die
- Cooling the profile (air or water) from approx. 530°C to <250°C
- Stretching on the stretcher to straighten the profile
- Cutting the profiles to length
- Ageing in loading racks after inspection
- Heat treatment in the oven for hardening
- Hardness measurement (Wb) and tensile strength control (Rm/Rp)
- Final inspection of the profiles