Extrusion
Bei der Extrusion wird ein erhitzter Aluminiumblock (Rohling) durch eine Matrize gepresst, um ein Profil mit der gewünschten Form zu erzeugen. Dieses Verfahren eignet sich ideal für die Herstellung leichter, stabiler und langlebiger Aluminiumprofile, die in einer Vielzahl von Branchen eingesetzt werden – darunter Bauwesen, Industrie und Design.
Entwicklung der Matrize
Die Extrusion ist ein Umformverfahren, bei dem ein verformbares Material (der Rohling) erhitzt und durch eine Matrize gepresst wird. Diese Matrize basiert auf einer technischen Zeichnung des gewünschten Profils, die wir gemeinsam mit Ihnen optimieren.
Unsere Matrizenabteilung, bestehend aus erfahrenen Ingenieuren, verfeinert die Matrize anschließend bis ins kleinste Detail. Nach dieser Präzisionsarbeit wird die Matrize gefertigt und die ersten Probeextrusionen können erfolgen.
Sobald die Muster gründlich geprüft und die Probeextrusionen freigegeben wurden, kann die Produktion des gewünschten Profils beginnen.
Die Stahlmatrize - auch Form genannt - ist so konstruiert, dass sie den hohen Temperaturen beim Extrusionsprozess standhält.


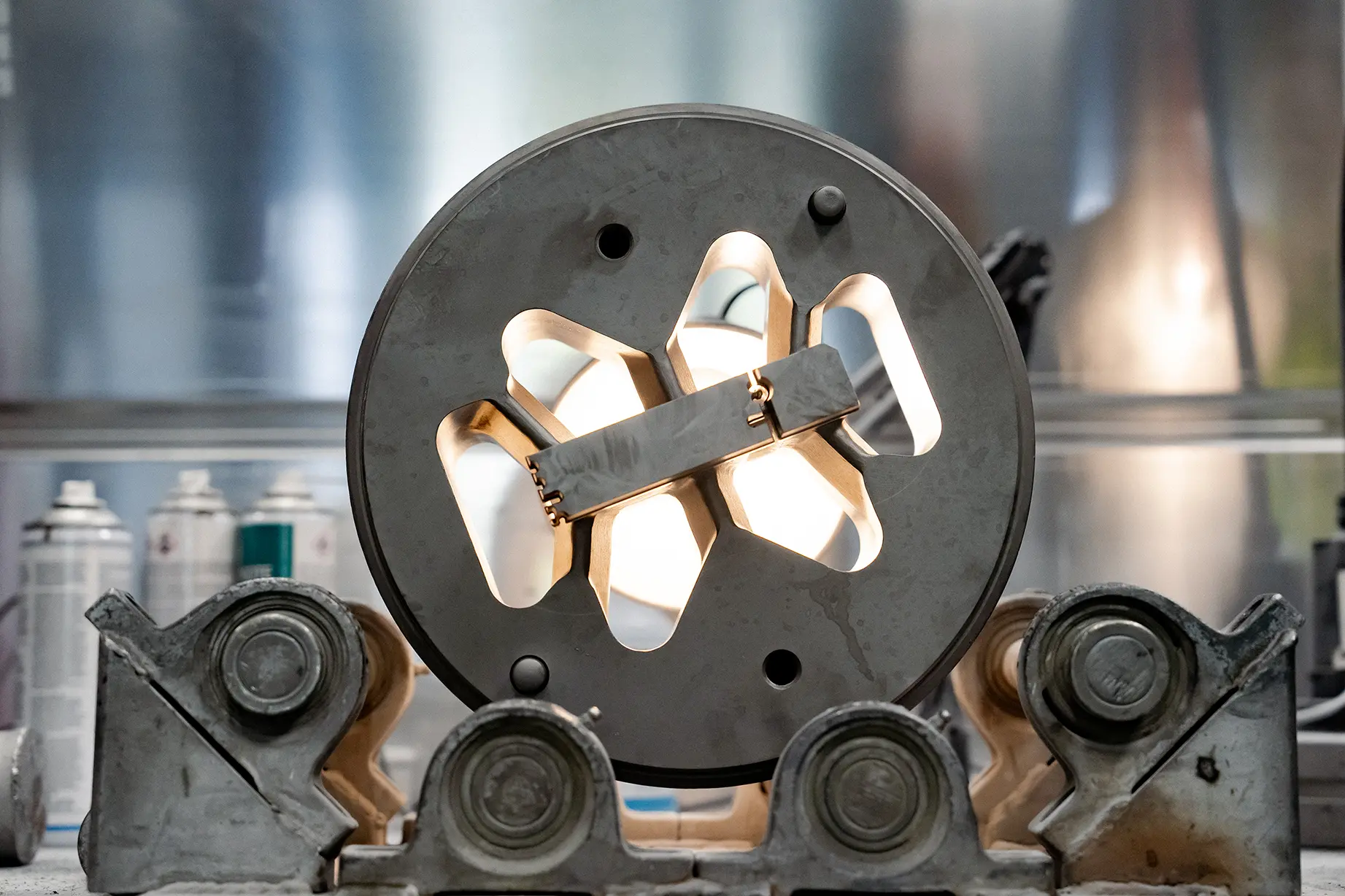
Matrizentypen
Es gibt zwei Haupttypen von Matrizen:
- Flache, scheibenförmige Matrizen: für Vollprofile
- Zweiteilige Matrizen: für Hohlprofile
Bei Hohlprofilen wird der Dorn (der den Hohlraum bildende Teil) von einem Steg getragen, der es dem Aluminium ermöglicht, ihn während der Extrusion zu umfließen. Der äußere Teil der Matrize bestimmt die äußere Form des Profils.
- Große und mittelgroße Profile → Matrize mit einer Öffnung (Einlochmatrize)
- Kleinere Profile → Matrize mit mehreren Öffnungen (Mehrlochmatrize)
Die Lebensdauer einer Matrize hängt von der Komplexität der Form und der geforderten Oberflächenqualität des Profils ab.
Wartung:
Nach jedem Strang-Pressvorgang werden die Matrizen wie folgt behandelt:
- Abkochen, um Aluminiumrückstände zu entfernen
- Nachjustieren, um Toleranzen einzuhalten
- Oberflächenhärten oder nitrieren für zusätzliche Haltbarkeit
Warum Aluminiumstrangpressen?
1
Leicht und robust
2
Korrosionsbeständig
3
Nachhaltig und recycelbar
4
Flexibles Design für individuelle Profile

Der Strangpressprozess
- Erhitzen des Aluminiumbarrens auf ca. 450 °C
- Pressen des Barrens durch die Matrize
- Abkühlen des Profils (mit Luft oder Wasser) von ca. 530 °C auf unter 250 °C
- Strecken auf der Streckmaschine zum Richten des Profils
- Ablängen der Profile
- Lagerung auf Transport-Boxen nach der Sichtung
- Wärmebehandlung im Ofen zur Härtung
- Härtemessung (Wb) und Zugfestigkeitskontrolle (Rm/Rp)
- Endkontrolle der Profile