Extrusion
L’extrusion est une technique de production dans laquelle un bloc d’aluminium chauffé (billette) est poussé à travers une matrice afin de créer un profilé ayant une forme spécifique. Cette méthode est idéale pour la fabrication de profilés en aluminium légers, résistants et durables, utilisés dans de nombreux secteurs tels que la construction, l’industrie et le design.
Développement de la matrice
Lors de l’extrusion d’un profilé en aluminium, une matrice est indispensable. Cette matrice est conçue sur la base d’un dessin technique du profil souhaité, que nous optimisons ensemble avec vous afin d’obtenir les meilleurs résultats.
Notre département des matrices, composé de professionnels expérimentés comptant plusieurs décennies d’expertise, élabore la matrice dans les moindres détails. Après ce travail de précision, la matrice est fabriquée et les premières presses d’essai peuvent commencer.
Après ce travail de précision, la matrice est fabriquée et les premières presses d’essai peuvent commencer.
La matrice en acier – également appelée moule – résiste aux hautes températures générées pendant le processus d’extrusion.


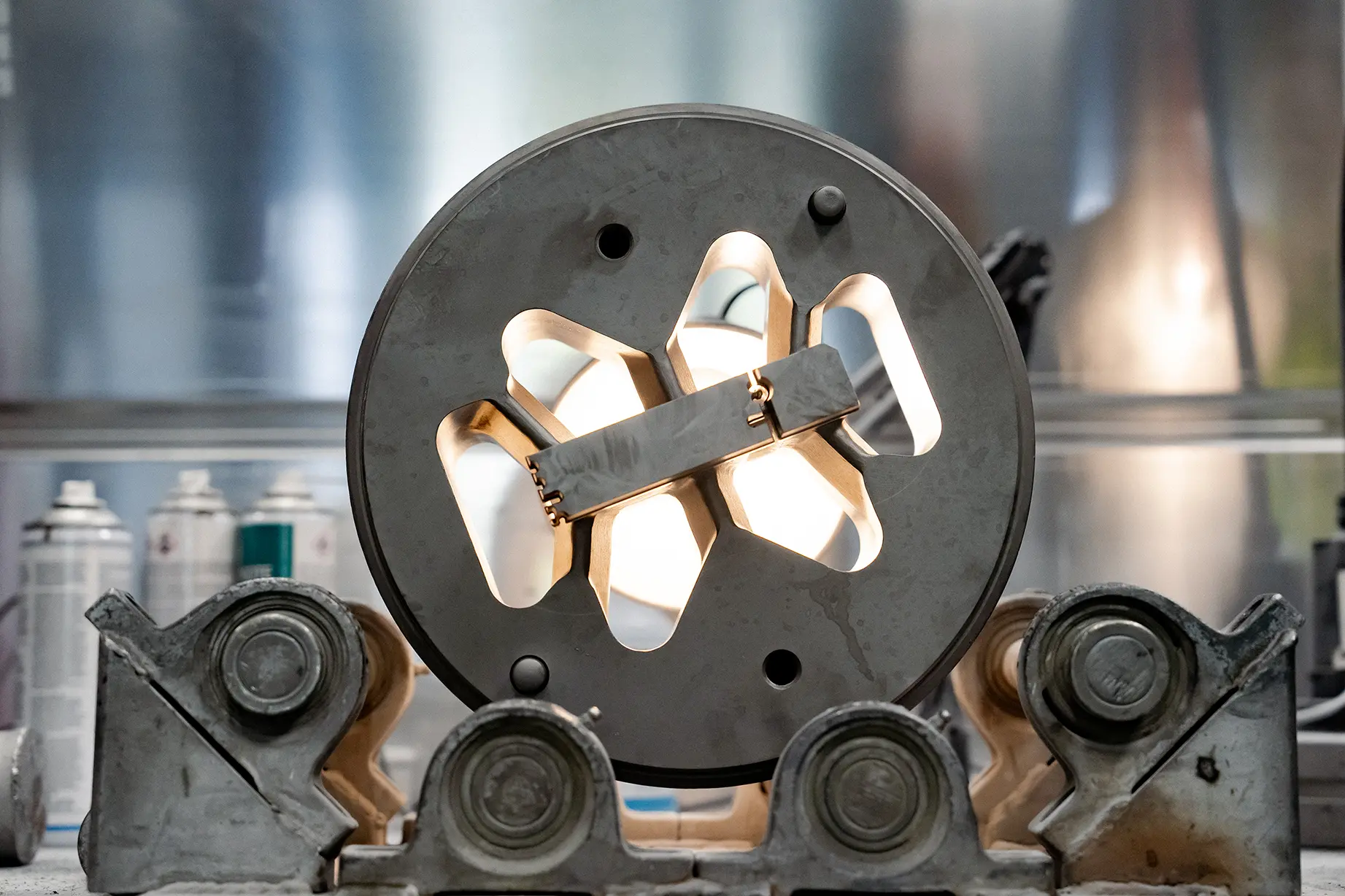
Types de matrices
Il existe deux types principaux de matrices :
- Matrices plates et circulaires : utilisées pour les profilés pleins et massifs.
- Matrices en deux parties : utilisées pour la production de profilés creux.
Pour les profils creux, l’axe (la partie qui forme la cavité) est soutenue par un pont, autour duquel l’aluminium s’écoule pendant l’extrusion. La partie extérieure de la matrice détermine l'aspect extérieur du profil.
- Profils grands et moyens → matrice à une seule ouverture (matrice « 1 trou »)
- Profils plus petits → matrice à plusieurs ouvertures (matrice « multi-trous »)
La durée de vie d’une matrice dépend de la complexité de la forme et de la qualité de surface souhaitée du profil.
Entretien:
Après chaque extrusion, la matrice est :
- Bouillie pour éliminer les résidus d’aluminium
- Ajustée afin de maintenir les tolérances
- Durcie ou nitrurée en surface pour une durabilité accrue
Pourquoi choisir l’extrusion d’aluminium ?
1
Léger et résistant
2
Résistant à la corrosion
3
Durable et recyclable
4
Grande liberté de conception pour des profilés sur mesure

Le processus se passe dans les étapes suivantes
- Réchauffement de la billette d’aluminium à environ 450 °C
- Pressage de la billette à travers la filière
- Refroidissement du profilé (air ou eau) de ± 530 °C à < 250 °C
- Étirement sur la banc d’étirage pour redresser le profilé
- Sciage des profilés à la longueur souhaitée
- Vieillissement dans container après vérification minutieuse
- Traitement thermique en four pour le durcissement
- Mesure de dureté (Wb) et contrôle de résistance à la traction (Rm/Rp)
- Contrôle final des profilés